











Bearbejdning

Bearbejdede emner i kobber, messing, bronze, nysølv, alubronze eller andre kobberlegeringer findes overalt i vores hverdag; i alt lige fra armaturet i køkkenet til lejer i store maskiner eller busbars i vindmøller spiller de bearbejdede kobberemner en vigtig rolle.
Rent kobber er et relativt blødt materiale, så det er en fordel at vælge en legering med et forholdsvist højt indhold af andre metaller – fx aluminium, tellur eller bly. Blylegeringer har dog sine udfordringer, som du kan læse om i næste afsnit.
Det er også en fordel at vælge en hårdere tilstand, fordi hærdningen gør materialet mere bearbejdningsvenligt. I Alumeco kan vi rådgive dig om den bedste legering til dit projekt, så du får den rette kombination af egenskaber.

Generelt er messing et af de mest velegnede materialer til skærende bearbejdning. På spåntagningsindekset er messinglegeringen CW614N indeks 100, dvs. den mest velegnede af alle legeringer til spåntagning.
|
Spåntagningsindeks |
|||
|
Messing |
CW614N |
CuZn39Pb3 |
100 |
|
Lejebronze RG7 |
CC493K |
CuSn7Zn4Pb7 |
85 |
|
Kobberlegering med tellur |
CW118C |
CuTeP |
80 |
|
Rent kobber |
CW004A |
Cu-ETP |
20 |
Bly og bearbejdning
Kobber bliver langt mere velegnet til bearbejdning, når man legerer det med bly (typisk i messing- og bronzelegeringer). Bly gør spånerne kortere og hårdere, så de ikke kommer i vejen for bearbejdningen.
Til gengæld har bly en række sundhedsskadelige virkninger, og det bliver langsomt udfaset fra vores liv. Derfor er bly bl.a. omfattet af EU’s RoHS- og REACH-lovgivning.
Heldigvis er der i de senere år blevet udviklet flere legeringer, som har et lavt blyindhold, men som stadig er velegnede til bearbejdning; for eksempel messinglegeringen CW724R med maks. 0,1 % bly, som overholder RoHS og REACH.
Skærende bearbejdning
Hvis du kender den enkelte legerings egenskaber, kan du sagtens bearbejde i både kobber, messing og bronze – selvom messing uden tvivl er den mest egnede af kobberlegeringerne. Det er bl.a. derfor, man bruger messing til armaturer, som er stærkt bearbejdede emner med høj detaljegrad og stor præcision.
Når du bearbejder i rent kobber, arbejder du med et blødt metal, som samtidig er rigtig godt til at optage varme. Det kan være svært at bearbejde præcist i sådan et emne, og derfor skal du være forsigtig med hastigheden på bearbejdningen og bruge godt med smøremiddel. På den måde mindsker du friktionen og dermed varmeudviklingen.
Bronzelegeringer kan omvendt være relativt hårde og sprøde og kan indeholde spændinger. Derfor skal du også her bruge meget smøremiddel og være forsigtig med hastigheden, så metallet ikke sprænger på grund af temperaturforskelle i materialet.
Stansning
Stansning er en effektiv måde til at lave huller i kobber og messing, og metoden bruges bl.a., når man producerer busbars til strømførende formål.
Ved stansning arbejder man med legeringer, der er relativt bløde – men ikke alt for bløde. Hvis legeringen er hård, kan materialet revne. Omvendt kan det være svært at få et rent snit, hvis legeringen er alt for blød.
Det er vigtigt at være opmærksom på, hvordan materialet bevæger sig, når du stanser. Hvis du stanser hullerne for tæt på kanten, vil materialet få synlige ujævnheder i kanten.

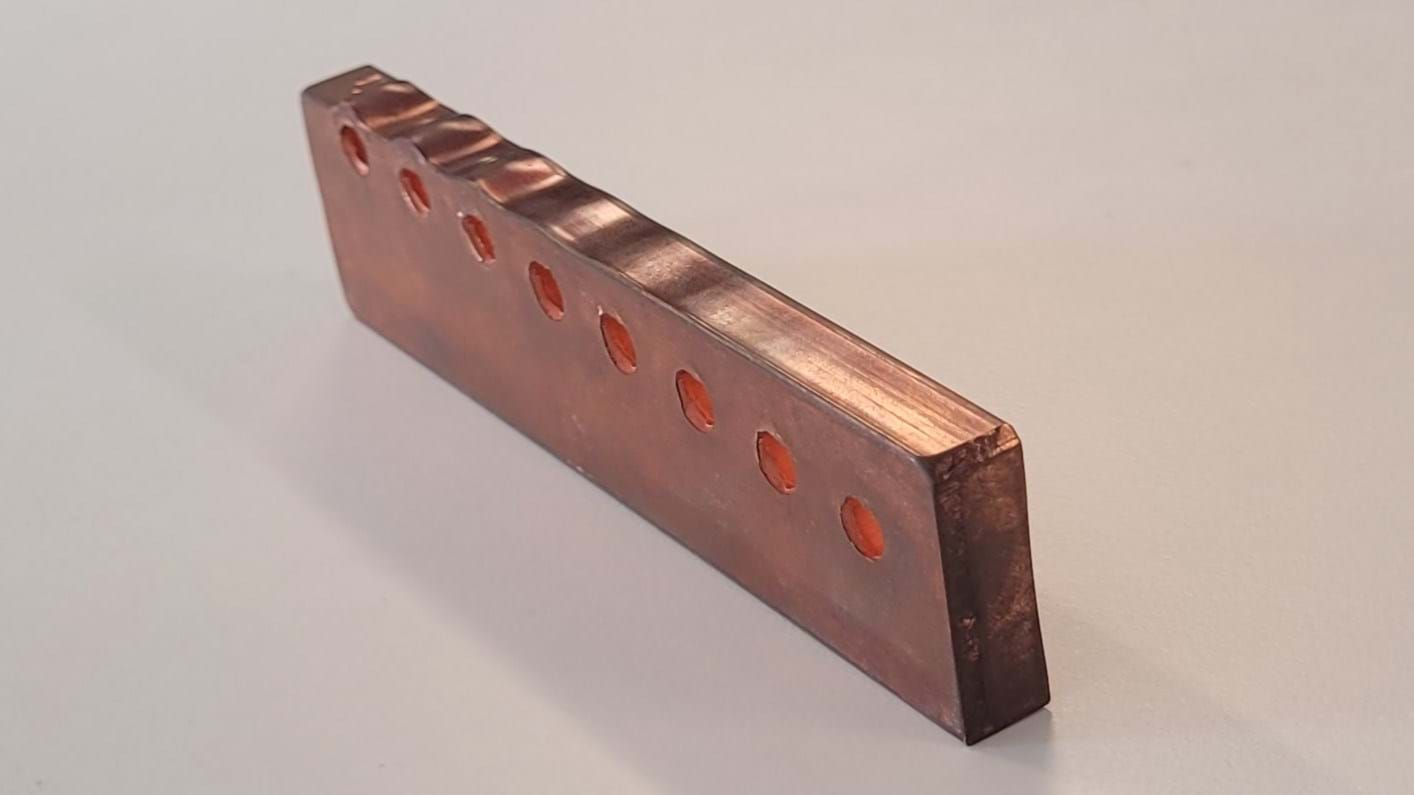
Hvis stansning ikke umiddelbart kan lade sig gøre uden buler, er alternativet at bore hullerne. Boring giver et pænere resultat, men det er også en dyrere proces.
Derfor anbefaler vi altid, at du rådfører dig med Alumeco eller din underleverandør om det konkrete projekt – især hvis emnet skal bukkes efter stansning. Vi kan hjælpe med at designe emnet rigtigt, så bearbejdning går uden problemer.
Vandskæring og laserskæring
Vandskæring og laserskæring er to udbredte metoder til hurtig og effektiv beskæring af tyndere kobberplader. Ved laserskæring skal du dog være opmærksom på, at kobber kan reflektere laserstrålen tilbage i maskinen - derfor anbefaler vi, at du altid rådfører dig med producenten af laserskæreren, inden du laserskærer kobber.
Uanset om du vælger vandskæring eller laserskæring, får du meget stor frihed i bearbejdningen.
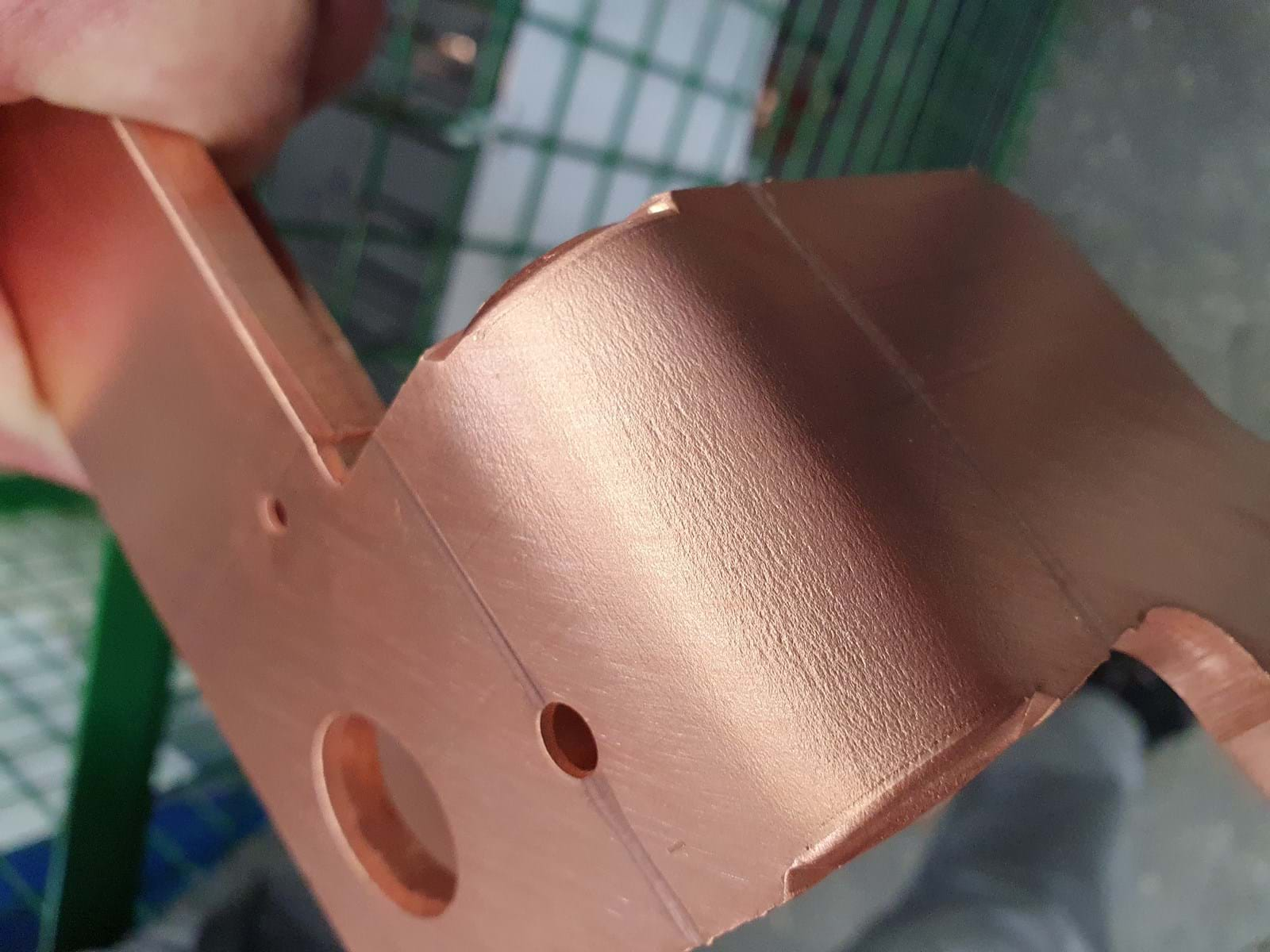
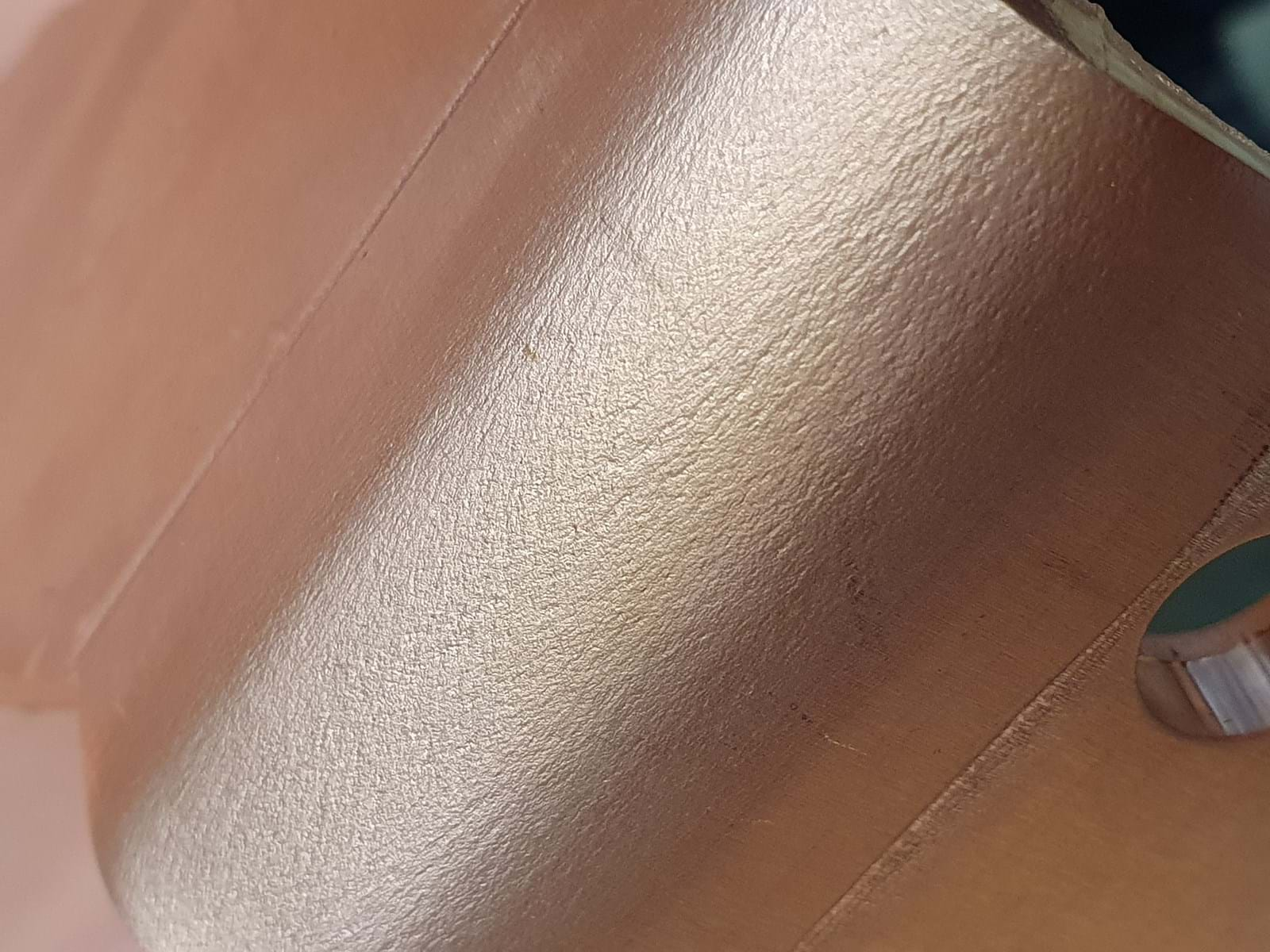
Bukning og deformation
Kobber- og messinglegeringer er generelt meget velegnede til bukning, dybtræk og anden kolddeformation. Det er derfor, man traditionelt har brugt kobber og messing til patronhylstre, som kræver ekstremt dybtræk. Det gælder også fx specialkomponenter til termostater
Generelt kan man sige, at jo blødere og tyndere materialet er, jo mere kan det bukkes, drejes og trækkes. Derfor anbefaler vi, at du vælger materiale, som er særligt velegnet til dybtræk – kaldet dybtrækskvalitet.
|
Tykkelse (t) |
Bukkeradius |
|
0-10 mm |
Minimum 1 t |
|
11-25 mm |
Minimum 1,5 t |
|
26-50 mm |
Minimum 2 t |
| Kilde: Kupferverband / Kupfer.de | |
Hvis du bukker med for lille bukkeradius, kan der opstå små revner i overfladen:
-
 Kobber med presmøtrikker.
Kobber med presmøtrikker. -
 Kobberemne med presmøtrikker.
Kobberemne med presmøtrikker. -
 Fortinnet kobber med presmøtrikker
Fortinnet kobber med presmøtrikker -
 Isoleret fleksibel busbar.
Isoleret fleksibel busbar. -
 Fortinnet, fleksibel kobberbusbar med isolering.
Fortinnet, fleksibel kobberbusbar med isolering.
/
Svejsning i kobber
Kobber og messing kan svejses ligesom andre metaller. Dog skal man være opmærksom på, at den meget høje varmeledningsevne gør, at varmen forsvinder hurtigt ud i materialet.
Derfor forvarmer man typisk emnet, så det er lettere at holde mere af varmen i svejseområdet og holde svejsetemperaturen høj nok.
Som udgangspunkt er det en fordel at vælge en legering med lavt indhold af oxygen, når du skal svejse. Vi anbefaler fx CW008A (Oxygen Free) eller HCP/DHP (CW021A/CW024A).
En legering som ETP (CW004A) være udfordrende at svejse i, fordi den indeholder oxygen, som ved svejsningen bliver omdannet til vand og kan medføre brintskørhed.

Pressvejsning
Pressvejsning er en unik svejsemetode for kobber. Med den metode kan tynde laminatstrimler svejses sammen til en massiv blok ved hjælp af tryk og høj temperatur. Det giver en sømløs overgangsfase mellem det massive kobber og de fleksible lameller.
Ligesom til almindelig svejsning er HCP og DHP (CW021A og CW024A) typisk anvendte legeringer til pressvejsning.
TIG- og MIG-svejsning
Oxygen og hydrogen fra luften kan give problemer under svejsningen, og derfor anbefales det at bruge en beskyttelsesgas, når man svejser i kobber. De mest udbredte metoder til svejsning i kobber er TIG- og MIG-svejsning – og igen er det vigtigt at forvarme materialet, så svejsesømmen kan holde en tilstrækkelig høj temperatur under hele svejsningen.
TIG står for Tungsten Inert Gas, og her bruger man en elektrode af wolfram (på engelsk kaldet tungsten) under svejsningen. TIG er en håndholdt svejsning, og den er let at kontrollere og gøre pæn.
MIG står for Metal Inert Gas og er en automatisk svejsemetode. Metoden er markant hurtigere end TIG-svejsning, men til gengæld mindre præcis.
Flettet og snoet kobber
Kobber har den fordel, at det kan trækkes til utroligt tynde tråde (0,2 mm). Det er en stor fordel til strømførende formål, fordi emnet bliver meget fleksibelt.
Både flettede og snoede emner produceres ved, at flere hundrede eller tusinde enkelte tråde flettes eller snos sammen. For begge typer gælder det, at 1600 tråde giver et tværsnit på cirka 50 mm2.
Hvad skal du vælge?
Snoede tråde kender vi fra wires, kabler og andre industrielle anvendelser. Det er en effektiv måde at danne en stærk tråd, som kan tåle gentagende buk og bevægelser i flere retninger. Snoede emner er typisk mere modstandsdygtige end flettede emner, mens de flettede emner typisk er mere smidige.
Flet har også den fordel, at det produceres som en såkaldt strømpe, så det kan presses fladt. Snoet kobber vil typisk være en massiv rund form, som ikke kan ændres.
Der er derfor fordele og ulemper ved begge typer, og den rigtig løsning afhænger af den konkrete installation.
-
 Snoede kobbertråde.
Snoede kobbertråde. -
 Kobberbusbar med flettet midterstykke.
Kobberbusbar med flettet midterstykke. -
 Kobberbusbar med snoede tråde.
Kobberbusbar med snoede tråde. -
 Fortinnet busbar med 6 lag flettet kobbertråd.
Fortinnet busbar med 6 lag flettet kobbertråd.
/
Lodning
Lodning er meget udbredt inden for kobber og kobberlegeringer og bruges bl.a. til produktion af varmevekslere og samling af elektriske komponenter.
Det foregår ved, at man tilfører et flusmiddel, fx en anden kobberlegering med lavere smeltepunkt end de to emner, der skal loddes. Det smeltede flusmiddel reagerer med overfladen på de to emner, så de størkner sammen til ét materiale.
Lodning er især velegnet til formål, hvor materialet enten er for tyndt til svejsning, eller hvor der ikke er plads til svejsning. Inden for VVS-branchen bruges lodning især ved installationer af rør, fx i private hjem.