











Profiler, design og ekstrudering
En af fordelene ved aluminium er, at det kan ekstruderes som profiler. Det åbner en lang række designmuligheder, som gør aluminium unikt i industriel sammenhæng.
Her på siden finder du mere information om profilekstrudering, prototyper og gode råd til designet.






/
Hvad er ekstrudering?
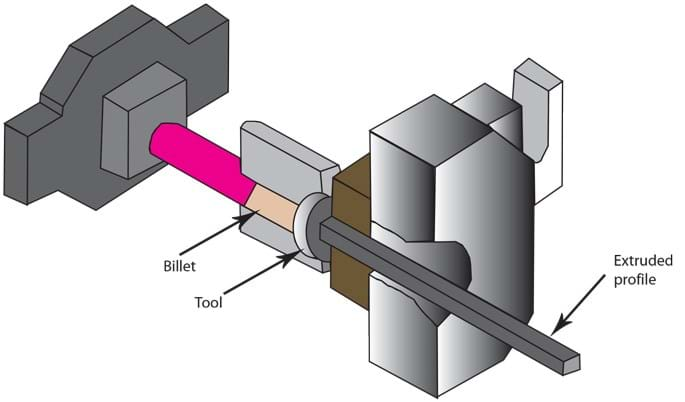
Ekstrudering kan sammenlignes med at trykke tandpasta ud af en tube. Den varme, bløde aluminiumpresbolt presses igennem et værktøj i en bestemt form, ligesom den runde åbning på tandpastatuben. Ekstrudering bruges både til specialprofiler og til standardprofiler som firkantrør og rundstænger.
Presbolten bliver varmet op til 450-500 °C inden ekstruderingen. Aluminiums smeltepunkt er cirka 660 °C, så presbolten er varm og blød, men ikke flydende.
Når profilet kommer ud på den anden side af værktøjet, bliver det afkølet med vand eller luft.
Derefter bliver profilet trukket, mens det stadig er blødt, for at frigøre spændinger i metallet og opnå de korrekte dimensioner. Til sidst hærdes profilerne ved enten kold- eller varmhærdning til den endelige hårdhed, inden de eventuelt anodiseres eller lakeres og skæres i de rette længder.

Ekstrudering er en forholdsvis billig produktionsmetode, fordi man kan producere store mængder på kort tid. Når man først har værktøjet, kan det bruges til mange serier af det samme profil.
Ekstrudering af specialprofiler
Ekstrudering af specialprofiler kræver et værktøj, også kaldet en matrice. Matricen eller værktøjet er den form, som aluminiumpresbolten bliver presset igennem.

Værktøjet skal designes specifikt til det enkelte profil. Derfor er der en startomkostning ved ekstrudering af specialprofiler – men når først værktøjet er designet, kan det bruges mange gange.
Derfor kan det betale sig at tænke designet godt igennem, inden man begynder produktionen. Bl.a. kan du tænke funktioner som skruekanaler og klikfunktioner ind i ekstruderingen, så efterbearbejdning og montering bliver så nemt som muligt.
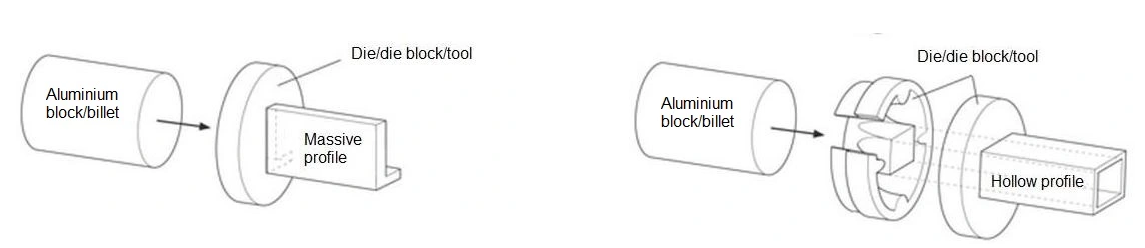
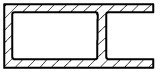
Massive profiler kan ekstruderes med et enkelt værktøj, mens hulprofiler kræver et todelt værktøj. Den ene del danner yderformen på profilet, mens den anden del fungerer som en kerne, der skaber hulrummet i profilet.
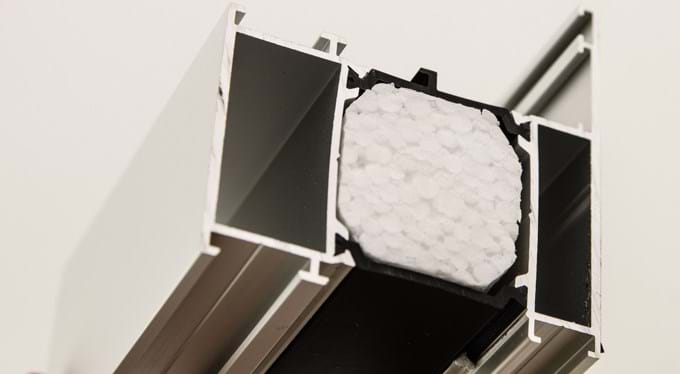
Aluminiums gode evne til at lede varme og kulde kan give problemer i konstruktioner, der er i kontakt med to forskellige miljøer på samme tid. Det kan fx være facadeprofiler eller vinduer i rent aluminium, som forbinder et udendørs og et indendørs miljø.
Hvis kulden bliver ledt gennem profilet, dannes der kuldebroer og eventuelt kondens i konstruktionen.
Derfor kan ekstruderede profiler leveres med isolering indbygget i profilet.
Isolatoren er typisk polyamid, som bliver monteret mellem to profiler kort efter ekstruderingen.
Design af ekstruderede profiler
Selvom ekstrudering er en meget fleksibel produktionsmetode, så stiller metoden krav til designet. Med et par enkle grundregler kan du designe et profil, der bliver ekstruderet så nøjagtigt som muligt og som holder til brug.
Her får du et par udvalgte eksempler på typiske problemområder, som du nemt kan undgå. Tabellen er en forenkling, så vi anbefaler altid, at du kontakter os så tidligt som muligt i idéfasen.
| At foretrække | At undgå | Kommentar |
 |
 |
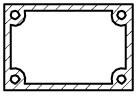
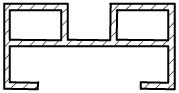
Arranger så vidt muligt hullerne symmetrisk. |
 |
 |
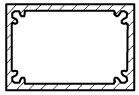
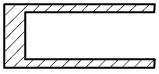
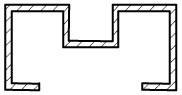
Åbne skruekanaler giver en bedre geometrisk nøjagtighed i forhold til hinanden og giver matricen en længere levetid. |
 |
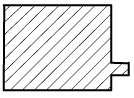
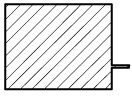
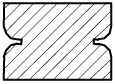
Spidserne skal være afrundede for at sikre, at metallet udfylder hele spidsen. | |
 |
 |
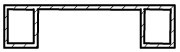
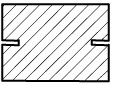
Undgå så vidt muligt dybe spalter og tilføj afstandsstykker, som forbedrer tolerancerne på bredden af åbningen. |
 |
 |
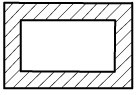
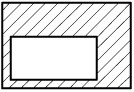
Konturer med stor forskel i godstykkelse kan skabe problemer med tolerancer i både tværsnit og rethed og vridning i profilets længderetning. |
 |
 |
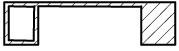
Tolerancer for polygonale åbne krydssektioner kan forbedres med afstivninger eller ved at designe en hulsektion. |
 |
 |
Små geometrier som forlængelse af en tyk sektionsdel er svære at udfylde med metal og kan ikke altid ekstruderes. |
 |
 |
Undgå for snævre eller dybe spalter i massive sektioner (tappen i værktøjet kan knække). |
| Undgå for tynde eller brede vægge i hulsektioner, da de kan give problemer med planhed og tolerancer i profilet. Indbyg støttevægge istedet. |
Thomas Gork, teknisk konsulent i Alumeco
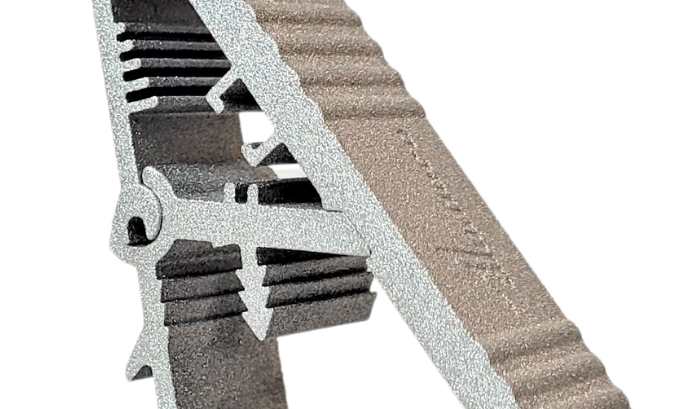
Det er ikke nødvendigt at fremstille et værktøj/matrice til produktionen, og du forbruger kun det materiale, som selve emnet kræver – der er intet spild.
Ved prototyper giver 3D-print i metal stort set de samme egenskaber som den endelige ekstrudering.
Med 3D-print kan vi fremstille meget komplicerede emner med lave tolerancer, og der er helt andre muligheder for designet end med ekstrudering.
For eksempel kan du designe hulrum i et ellers massivt emne, så du holder vægten og materialeforbruget nede.
Hos Alumeco kan vi hjælpe dig med 3D-print i plast, aluminium, rustfrit stål, titanium og kobber. Vi leverer metalprint i størrelser op til 400 x 400 x 360 mm, og leveringstiden er 10 dage.