Bearbejdning af aluminium
Aluminium kan bearbejdes på mange forskellige måder til forskellige formål. De mest almindelige bearbejdningsmetoder er spåntagning, fx fræsning og drejning, og stansning.
Du kan også svejse i aluminium – men det kræver lidt viden om metallet.
Skærende bearbejdning
Vælg den rigtige legering til bearbejdning
Spåntagning: drejning og fræsning
Stansning
Svejsning i aluminium
Aluminium danner et oxidlag
Hydrogen kan danne porer
Fysiske egenskaber: Pas på med varmen
HAZ – Heat Affected Zone
TIG- og MIG-svejsning
Limning af aluminium
Laserskæring i aluminium
Nogle legeringer egner sig bedre til skærende bearbejdning end andre. Kort sagt er en hård legering bedre at bearbejde i, fordi spånerne er korte og hårde. En blød legering giver lange, bløde spåner, der kommer i vejen for bearbejdningen og kan sætte sig fast i maskinen.
Aluminium er i sig selv et blødt metal, så du skal vælge en legering med et forholdsvist højt indhold af andre metaller – gerne kobber.
Det kan fx være følgende legeringer: 2007, 2011, 5083, 6026, 6082, 6262R og 7xxx-serien.
Vi kan rådgive dig om den bedste legering til dit projekt, så du får den rette kombination af egenskaber.
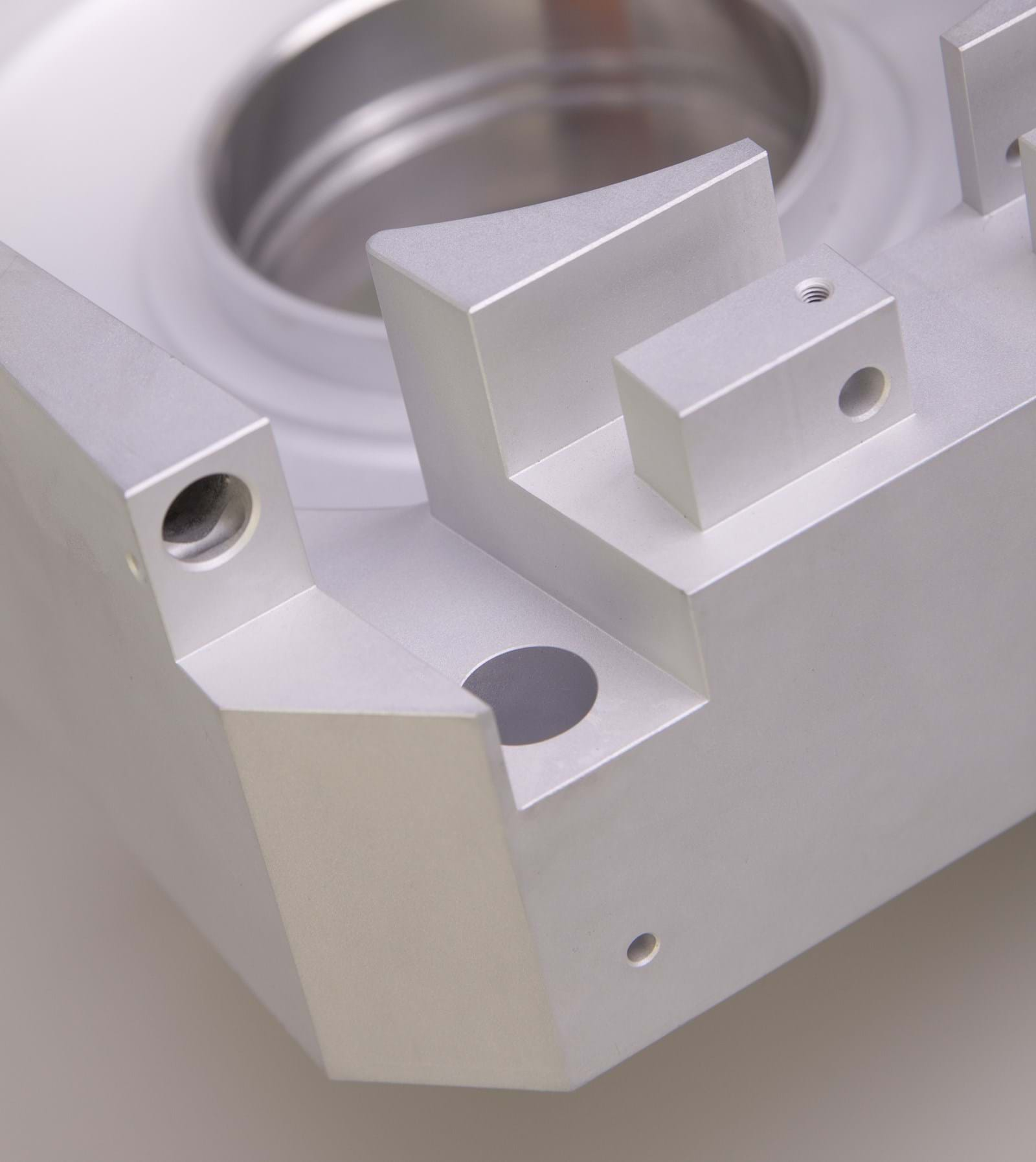
Spåntagning: drejning og fræsning
Spåntagende bearbejdning er typisk fræsning eller drejning i et emne med en CNC-maskine. Det kan fx være at fræse huller i et ekstruderet aluminiumprofil eller drejning af komplekse emner som i denne video:
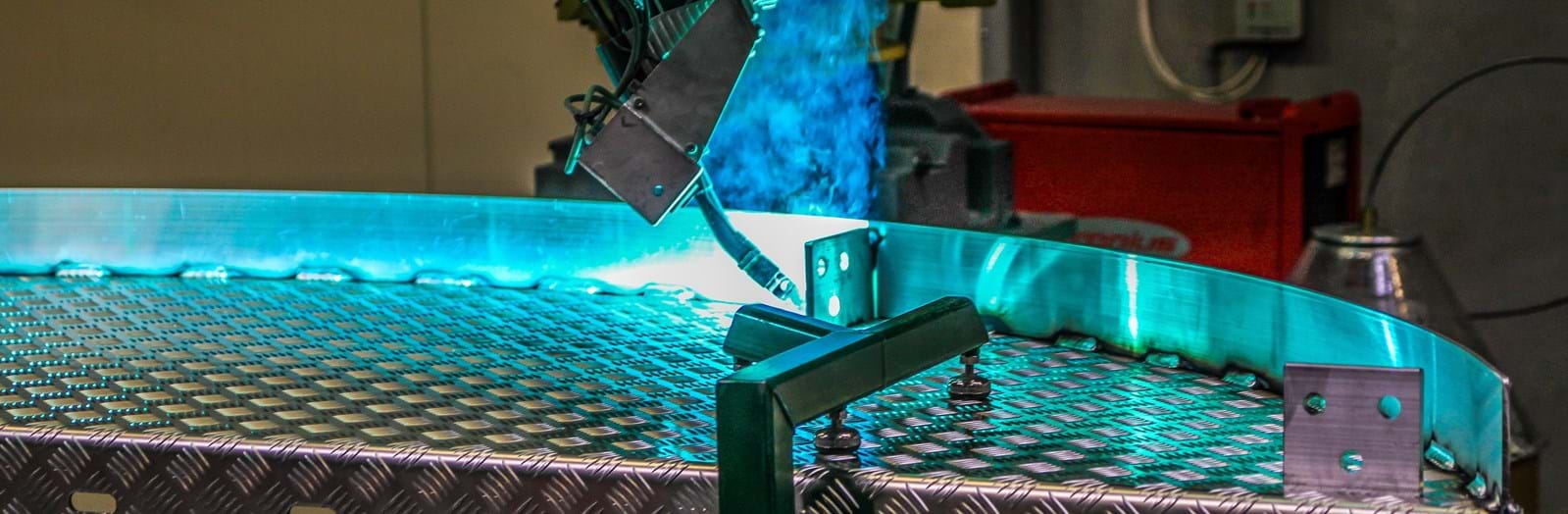
Hvis du er vant til at svejse i stål, skal du have et par ting in mente, når du svejser i aluminium.
Det skyldes dels, at aluminium reagerer med oxygen og hydrogen fra luften under svejsning, og dels, at varmen fra svejsningen bliver ledt ud i materialet i meget større grad end ved stål. Men med et par forholdsregler kan du sagtens svejse i aluminium.
Aluminium danner et oxidlag
Rå aluminium danner øjeblikkeligt et oxidlag, når det kommer i kontakt med oxygen. Oxidlaget har et smeltepunkt på 2060 °C, og det smelter derfor ikke under svejsning. Samtidig betyder varmen fra svejsningen, at oxidlaget bliver dannet endnu hurtigere.
Derfor er det nødvendigt at nedbryde oxidlaget før og under svejsning. Det kan man bl.a. ved TIG- og MIG-svejsning, som er særligt udviklet til det formål.
Hydrogen kan danne porer
Flydende aluminium absorberer hydrogen fra luften. Hydrogengassen frigives igen, når metallet køles ned. Det betyder, at der er hydrogen i svejsesømmen, som skal ud af metallet igen ved nedkøling. Det kan danne porer omkring svejsningen, som svækker materialet.

Når man svejser i aluminium, skal man tage højde for de fysiske egenskaber ved metallet.
Aluminiums smeltepunkt er ved cirka 660 °C. Det er forholdsvist lavt – stål har fx et smeltepunkt på 1500 °C.
Til gengæld har aluminium en høj varmefylde, og derfor skal der tilføres meget energi under svejsningen for at varme materialet op.
Derfor kan man komme til at overopvarme metallet, så det smelter – det sker typisk, hvis man er vant til at svejse i stål.
HAZ – Heat Affected Zone
Den høje varmefylde og aluminiums gode ledningsevne betyder, at HAZ – Heat Affected Zone – er stor.
Det er vigtigt at forholde sig til HAZ, fordi materialet kan blive permanent svækket i den varmepåvirkede zone. Hvis emnet anodiseres efter svejsning, kan HAZ blive permanent misfarvet på grund af varmepåvirkningen.
Som tommelfingerregel er HAZ på aluminium cirka en tomme (2,5 cm) på hver side af svejsesømmen. Du kan se den forventede svækkelse i HAZ for den enkelte legering i EN1999-1-1.
Vi anbefaler altid, at du bruger certificerede svejsere og rådfører dig med godkendte rådgivere om dit konkrete svejseprojekt.
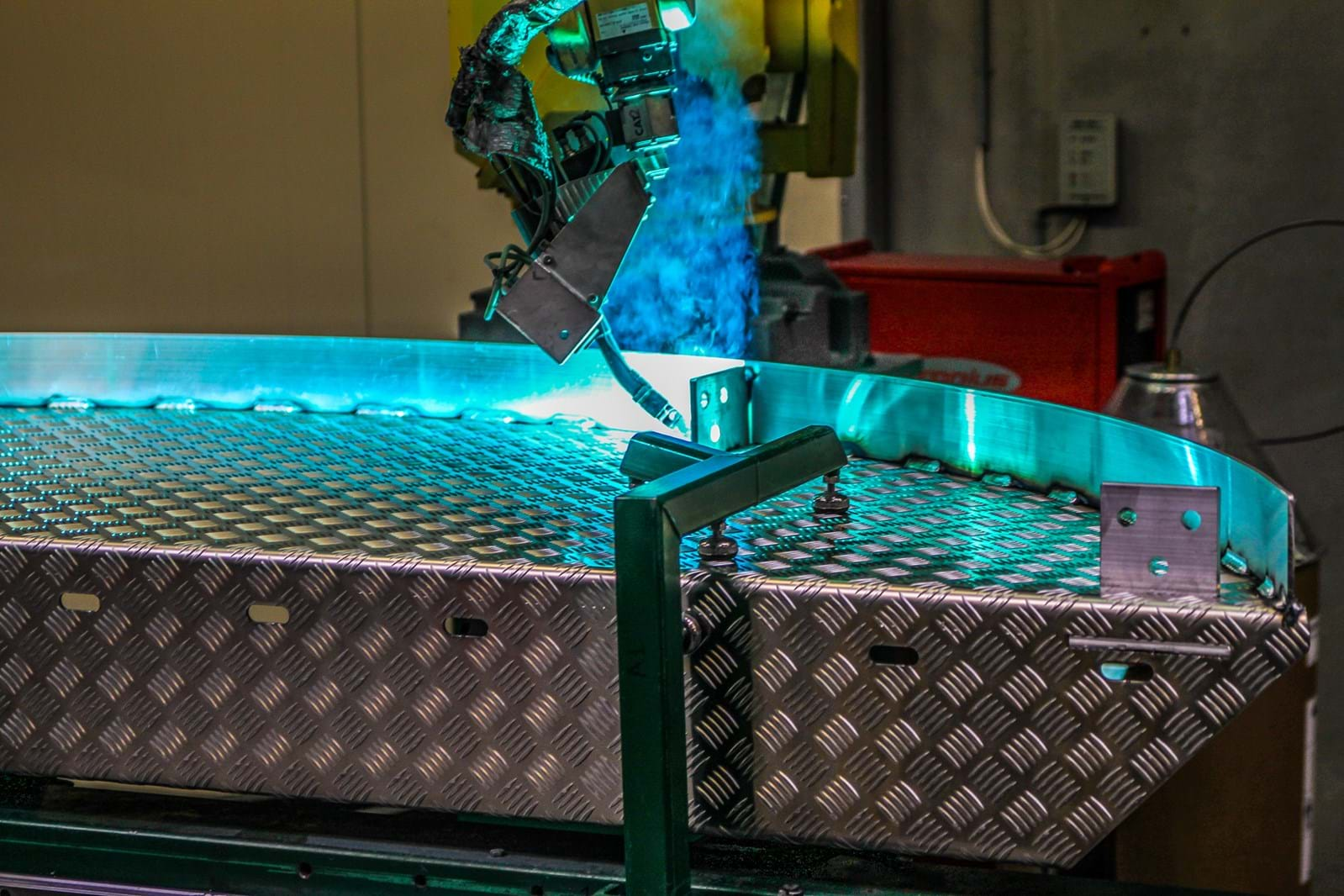
TIG- og MIG-svejsning
Fordi oxygen og hydrogen fra luften kan give problemer under svejsningen, bruger man altid en beskyttelsesgas, når man svejser i aluminium. De mest udbredte metoder til svejsning i aluminium er TIG- og MIG-svejsning.
TIG står for Tungsten Inert Gas, og her bruger man en elektrode af wolfram (på engelsk kaldet tungsten) under svejsningen.
TIG er en håndholdt svejsning, og den er let at kontrollere og gøre pæn. Til gengæld kræver metoden meget varme, som på grund af aluminiums varmefylde skaber en stor HAZ (Heat Affected Zone) og svækker materialet.
MIG står for Metal Inert Gas og er en automatisk svejsemetode. Metoden er markant hurtigere end TIG-svejsning, men til gengæld mindre præcis. Udover hastigheden er fordelen ved MIG-svejsning, at det kræver mindre varme og dermed svækker metallet mindre end TIG-svejsning.

Som alternativ til boltning eller svejsning kan du med fordel lime aluminiumemner sammen.
Lim vejer en del mindre end bolte og skruer og skaber samtidig en skjult samling.
I modsætning til svejsning har limning den fordel, at der ikke er nogen varmepåvirkning af materialet. Derfor forringer det ikke aluminiums egenskaber.
Vi anbefaler altid, at du rådfører dig med limfabrikanten om det rigtige valg af lim.
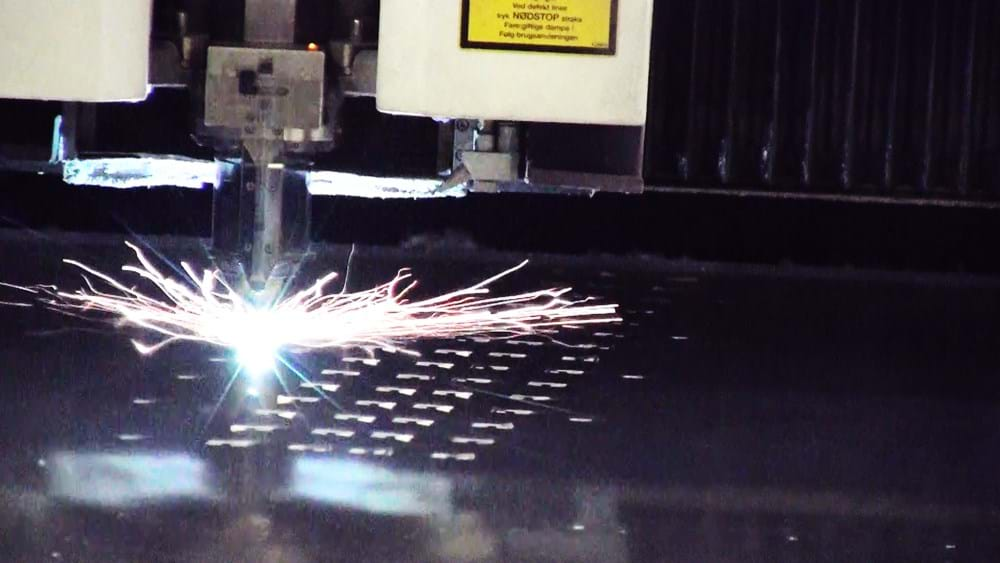
Laserskæring i aluminium
Tyndplader i aluminium kan laserskæres for en hurtig og effektiv beskæring. Det er dog ikke alle legeringer, der egner sig lige godt til laserskæring: Fx kan en legering som 1050A reflektere laserstrålen tilbage i laserhovedet og beskadige maskinen.
Derfor anbefaler vi, at du rådfører dig med producenten af laserskæreren, inden du laserskærer aluminium.